If your fabrication company cut a lot of really thick metal, you might know something about mechanized oxyfuel cutting. Technology plays a crucial role in modern fabricating operations. The origins of oxyfuel cutting are traced back to the early 19th century when French engineers Charles Piccard and Edmond Fouche developed oxygen-acetylene welding in 1903.
Cutting With The Oxyfuel Process
The process uses pure oxygen instead of air to produce a flame hot enough to melt the steel on which the torch was focused. A process that used an oxygen-acetylene flame to reach 6000 degrees Fahrenheit proved helpful in joining all kinds of metals, including aluminum and alloy steels. This process was common until midway through the 20th century when arc welding became more widely adopted.
However, even with the shift to arc welding, oxyfuel welding is taught in many welding programs to demonstrate the evolution of welding technology over the years. On the other hand, oxyfuel cutting is still in use when the plate and structural steel are the dominant materials processed. Oxyfuel cutting is a reliable, accurate, and competitive cutting technique used to cut mild steel.
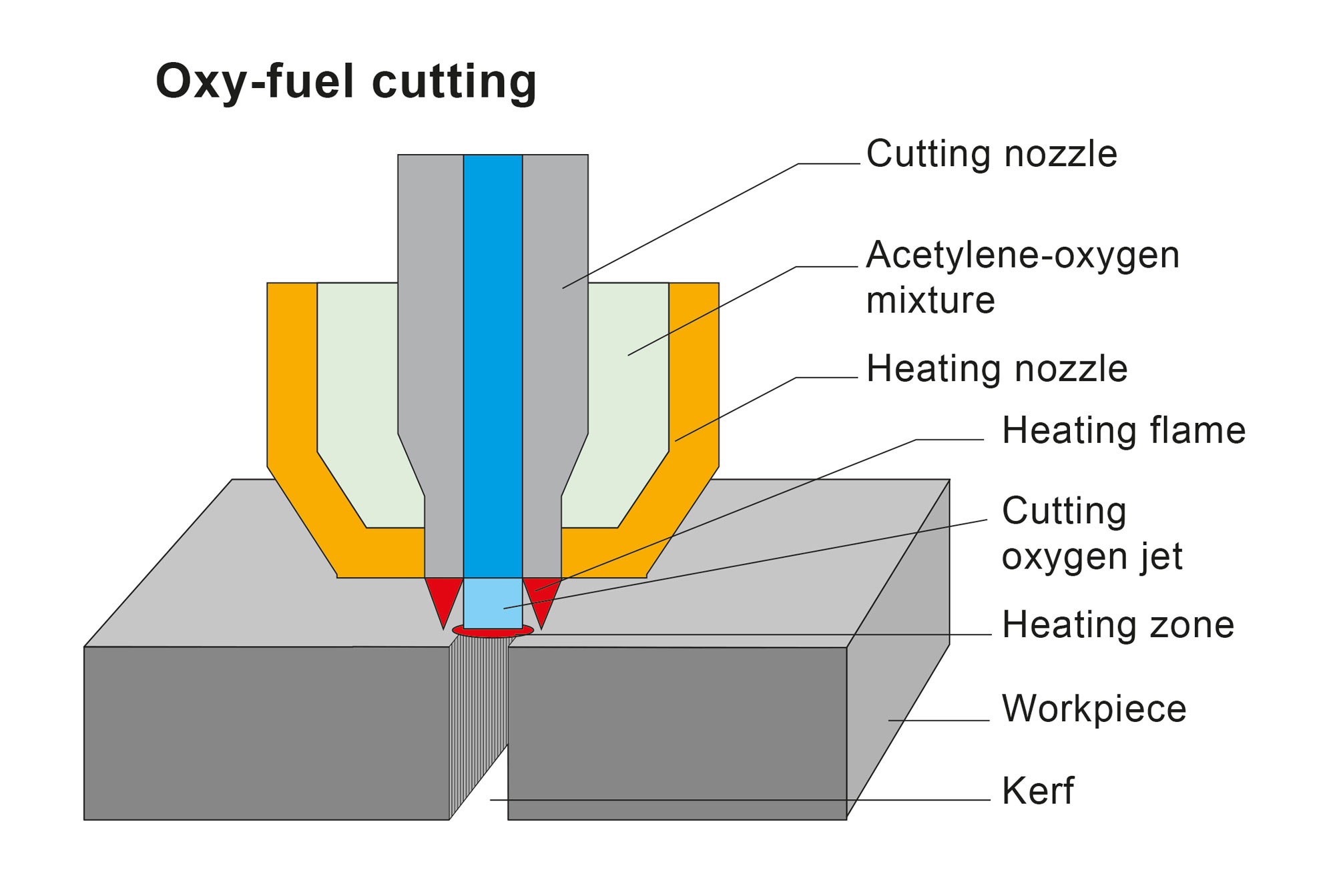
The basics of oxy-fuel cutting
Before cutting, the cutting torch has to preheat the steel to ignition temperature at the starting point. The starting temperature is usually around 960 degrees C, although it depends on the type of alloy. At that high temperature, the steel loses protective properties against oxygen and is still solid. Pure oxygen is then directed through the nozzle at the heated area. The high-pressure oxygen stream reacts with the preheated and unprotected steel by an exothermic reaction, changing it into oxidized liquid steel.
Since the slag has a lower melting point than steel, the oxygen stream can blow the liquid slag out of the cavity without affecting the non-oxidized solid steel. The exothermic reaction is a continuous process and creates a cut as the torch moves. The cutting torch keeps the steel heated during cutting to keep the exothermic reaction working. You should note that only metals whose oxides have a lower melting point than the base metal can be cut using the process. As metal oxidizes, it may form a scale. This is why stainless steel cannot be cut out with the oxyfuel process as it will always have some level of oxidation on its surface.
Variations of heat transfer and cut length
Oxyfuel cutting is a time-consuming process, significantly when cutting thick-walled materials. You have to determine when a Oxyfuel cutting machine should be used in your fabrication process. The shortest cut through the material is a distance perpendicular to the wall. In case of a bevelled amount, which is an angled cut for weld preparation, the cutting torch must be at an angle, and the heat transfer to the material will be less than that of a perpendicular cut length greater.
It requires the automation of speed control to maintain an accurate angled cut. An extra oxyfuel torch can be installed perpendicular to the material, and running in front of the cutting torch can significantly improve the cutting speed. The preheater torch should only be activated for angles steeper than 30 degrees to avoid unnecessary gas consumption.
How to protect the cutting tip from splatter during piercing
Piercing is the initial penetration of the surface to be cut and uses the same exothermic process as cutting. After preheating the surface, oxygen will stream through the nozzle to change the solid preheated steel into liquid oxidized steel. Spatter occurs during the process since the oxygen blows the slag upwards during piercing. The spatter can stick to the cutting tip and affect the gas flow and cutting process negatively.
Therefore, to protect the cutting end against spatter, the cutting torch is moved upwards during piercing. Also, you can drill with the torch positioned under a sight angle to protect the cutting tip and the underlying side of the cut material against splatter.
How to make a proportional piercing
When cutting thick-walled materials, it is hard to define the perfect time and temperature to preheat to ensure that even the deepest part of the material is heated to the correct temperature. It is a skill that needs a lot of practice and experience. When you preheat a thick material for slightly too long, the oxygen input causes many splatters and creates a large crater due to the thick wall and an excessive amount of liquid slug.
Likewise, when insufficient preheating is applied, the entire wall thickness will not reach the ignition temperature needed to maintain the exothermic process. The process will stop halfway, and the damage to the contour will require a lot more welding and grinding.
A method known as proportional piercing can be applied to automate piercing. Under the process, the oxygen flow is regulated to control the exothermic process during piercing. Piercing is started at a low oxygen pressure after a short preheating period to make the material surface reach ignition temperature. As the torch advances towards the initialization point of the programmed fitted contour, it gradually changes angle. At the same time, the oxygen pressure is progressively increased to maximum pressure to keep the exothermic process running and piercing deeper.
Comparing oxy-fuel to plasma
- Material
Oxyfuel cutting is used for cutting mild steel. Only metals whose oxides have a lower melting point than the base can be cut using oxyfuel. Only mild steel and some common alloys meet these conditions. .This process is used for cutting carbon steel and alloy steels in thicknesses of up to 1/2 inch.
- Costs
Oxy-fuel is more economical compared to plasma cutting. Initial investment cost, consumables, and operating costs are cheaper than plasma cutting. However, below a 20mm wall thickness range, the processing speeds are typically lower. Additionally, the cutting can be less accurate unless more sophisticated and expensive equipment is used.
- Wall thickness
Oxyfuel allows you to cut thicker walled material than plasma. Due to the vast amounts of energy required, plasma cannot cut thick walls. Also, the plasma beam tends to deflect when the angle is too steep, making straight cuts difficult.
Although the information above can help you understand oxyfuel cutting better, you need to do extensive research before employing it. There are a few questions you need to ask yourself. What exactly will you be using the cutting table for? What results do you expect to achieve? What is the mix of work now and in the future? Ensure that you seek expert advice first before using oxyfuel cutting because it is a sophisticated technique that takes time to master.